

Home > Resources > Technical Guides > Stainless Steel Technical Guide > Duplex Stainless Steels
Stainless Steel Technical Guide
View technical guides for guidance on welding various metals and selecting the right Hobart Brothers filler metal solution for your application.
Stainless Steel Technical Guide
Duplex Stainless Steels
What Are They?
Duplex stainless steels are so-called because their microstructure is part austenite and part ferrite. In wrought or cast duplex stainless steels, this microstructure is generally obtained by heat treatment in the temperature range of 1900-2100°F. As cast, these steels generally contain about 80% ferrite or more, and in addition to a small amount of austenite, they often contain brittle intermetallic compounds (sigma and/or chi phases). The heat treatment temperature is high enough to dissolve the intermetallic compounds but low enough so that some of the ferrite transforms to austenite. A very rapid cool (usually water quench) from the heat treatment temperature prevents new intermetallic compound formation and leaves a room temperature microstructure that is generally 40-60% ferrite with austenite as the balance.
Besides a tendency to form intermetallic compounds during slow cooling or holding in the temperature range of 1000-1700°F, duplex stainless can experience another form of metallurgical damage known as “885°F (475° C) embrittlement”. This embrittlement occurs due to the precipitation of chromium-rich ferrite (“alpha prime”) within the iron-rich ferrite.
Even properly heat-treated duplex stainless steels lose useful toughness below about – 50°F because the ferrite phase undergoes a ductile-to-brittle fracture transition with declining temperature. This factor along with the 885°F embrittlement phenomenon noted above limits the useful range of service temperatures for duplex stainless steels to the temperature interval of -50°F to 500°F, in contrast to the much broader interval of austenitic stainlesses (-456°F to as high as 1600°F or more).
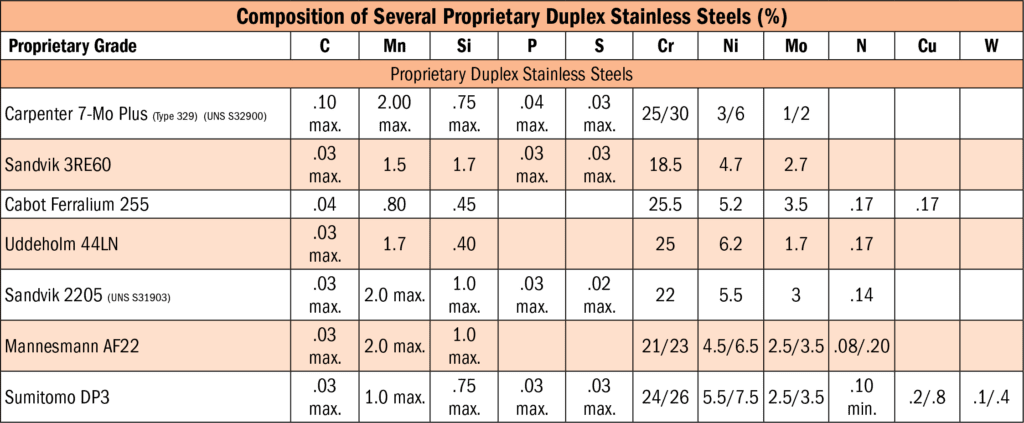
In addition to alloying with chromium and nickel, duplex stainlesses generally contain additions of nitrogen (.10-.20%) and molybdenum (1.0-4.0%). The nitrogen increases yield strength and slows the formation of brittle intermetallic compounds. The molybdenum improves pitting resistance and crevice corrosion resistance of the alloys. Figure 31 lists compositions of several commercial duplex alloys.
Why Are They?
Austenitic stainless steels are vulnerable to stress-corrosion cracking (SCC) in chloride environments but have excellent weldability. Ferritic stainless steels tend to be brittle and are difficult to weld but resist SCC. Duplex stainless steels combine some of the better features of austenitic and ferritic stainless steels.
Compared with austenitic grades, duplex austenitic-ferritic stainless steels exhibit higher strength (more than twice the yield strength) and dramatically better resistance to SCC in chloride solutions at the expense of slightly lower ductility and toughness and slightly more difficulty in welding.
Where They’re Used
Proprietary duplex stainless steel alloys have been successfully used in heat exchanger tubing, oil country tubing and piping, off-shore platforms, gas wells, line pipe, cast pump and valve bodies, and fittings for handling sea water or sour gas or oil, etc. Their use in geothermal service may prove them to be far superior to any of the austenitic stainless steel grades. Alloy 2205 may be in great demand in the chemical processing industry since it offers chloride pitting and crevice corrosion resistance at least as good as 317L with better SCC resistance than 304L or 316L.
Filler Metals For Duplex Stainless Steels – Necessity To Balance For Optimum Phase Distribution
Autogenous (filler-less) fusion welds in duplex stainless steels cause the weld metal to revert back to approximately the as-cast microstructure (often 80% ferrite or more). Such a microstructure has very poor ductility and will almost invariably result in brittle fracture of a bend test.
Use of filler metal, matching that of the base metal composition, generally does little or no better in the as-welded condition because the as-cast (matching) weld metal is often 80% ferrite or more. In order to overcome this ductility difficulty in the as-welded condition, filler metals enriched in nickel (8-10% Ni vs. 5-6% Ni in the base metals) are preferred. Such weld metal, in the as-welded condition, has a ferrite content similar to that of the heat treated base metal, and therefore has more than adequate ductility to pass a bend test while having corrosion resistance comparable to the base metal.
A region of special concern in welding duplex stainlesses for use in the as-welded condition is the highly diluted root pass. Since a considerable fraction of the root pass will be made up of the lower nickel base metal, its overall nickel content will be less than that of the undiluted weld metal. Thus the higher ferrite root pass will have lower ductility than the rest of the weld. To deal with this concern, it is useful to employ filler metal with a built-in “ferrite cushion” in the form of somewhat more nickel than the bare minimum needed to hold all-weld metal ferrite levels low enough for good ductility. Then diluted root areas can be ductile in the as-welded condition, particularly if reasonable precautions are taken to avoid excessive dilution. Avoid feather edges. A tight root will result in more dilution than an open root with a land.
For applications where solution annealing (1900-2100°F) is to follow welding (for example, in repair of duplex stainless steel castings), filler metals of matching composition to the base metal are suitable because the heat treatment will reduce the as-welded ferrite content. When a higher nickel weld metal receives a solution anneal, its ferrite content will also be reduced and, as a result, its yield strength may decrease somewhat. This will depend upon the extent of dilution and the time and temperature of heat treatment. In extreme cases, enriched nickel filler metal may prove unsuitable for use after heat treatment.
Ferrite Measurement In Duplex Stainless Steel Weld Metal
In wrought and cast duplex stainless steels after heat treatment, the ferrite content can be determined by metallographic techniques with good reproducibility from one measurer to another. Such is not the case in weld metal, however, because the ferrite is very fine and very irregularly shaped. Even measurements made with a scanning computer-controlled camera are plagued by excessive variation from one measurer to another due to variation in etching procedures.
To overcome this difficulty and permit two or more measurers to agree on a duplex weld metal ferrite content, Hobart has developed a method for specifying and measuring ferrite in duplex alloy weld metal. By adding counterweights to a Magne-Gage, its working range can be extended beyond the normal 28 FN range. Hence an Extended Ferrite Number (EFN) can be used for determining or specifying ferrite level in duplex stainless steel weld metal.
In general, an EFN of 30-60 assures good ductility, yield strength, and corrosion resistance.
2209 Covered Electrodes
2209 “stick” electrodes are intended for welding one of the most commonly used duplex stainless steels — the “2205” type — where weldments are to be used in the as-welded condition. Depending upon dilution and specifics of heat treatment, this electrode may or may not be suitable for use in the solution annealed condition.
2209 duplex stainless steel electrodes operate at the same currents used for standard, austenitic AC-DC stainless electrodes such as 308- 16. Spatter, slag cover, slag removal, bead configuration and out-of- position welding characteristics are also similar to standard austenitic AC-DC electrodes.
Chemical composition requirements of undiluted E2209-XX weld metal are shown in Figure 32.

Welding Procedure
Under normal conditions, little difficulty is anticipated when welding the duplex stainless steels. Most of the 2205 type plate material in use is under 1 inch, with 1/2 inch and 3/4 inch sizes predominant. However, the base metal and weld metal are in the high strength range (110,000 to 115,000 psi tensile strength) and hydrogen could be a problem because of the high ferrite content.
Preheating to 200-300°F may be necessary in sections over 1inch and/ or where heavily restrained conditions prevail. In all cases, interpass temperatures should be limited to 500°F maximum. Dwelling in the 600- 1000°F range could produce 885°F embrittlement. Similarly, dwelling in the 1000-1700°F range could produce brittle sigma phase. Hence, beware of undue exposure in the 600-1700°F range.
Excessive dilution into the base metal should be avoided to avert loss of ductility and toughness in the initial layer of weld metal. Refer again to the passage on “Filler Metals for Duplex Stainless Steels.”
In contrast to procedures for welding many other steels, including austenitic stainlesses, in general high welding heat inputs are preferred for duplex stainless steels, especially if the weldment is to be used in the as-welded condition. High welding heat input is mainly for the benefit of the heat-affected zone. In the heat-affected zone, close to the fusion line, peak temperatures sufficient to cause nearly all of the microstructure to revert to ferrite are reached. High welding heat input results in better heat-affected zone ductility by slowing down the cooling from these peak temperatures and permitting a greater percentage of this “reverted” ferrite to transform back to austenite as the weldment cools.