Home > Resources > Technical Guides > Aluminum Welding Guide > The Transverse Tension Test
Aluminum Welding Guide
View technical guides for guidance on welding various metals and selecting the right Hobart Brothers filler metal solution for your application.
Aluminum Welding Guide
Problem Solving – The Transverse Tension Test
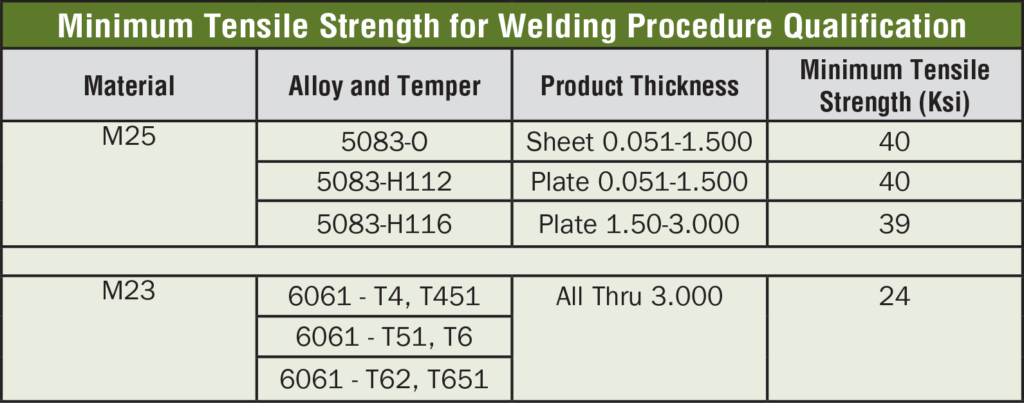
The transverse tension test is a standard method of testing prescribed by welding codes and standards for welding procedure qualification (WPS) of groove welds. The most common problems associated with failing the transverse tension test are associated with not understanding how aluminum base alloys can lose strength through exposure to high temperature during arc welding. Aluminum base alloys are divided into two types, the “heat treatable” and the “non-heat treatable” alloys. When we arc weld the non-heat treatable materials we change the heat affected zone (HAZ) section of the base material from a typically strain hardened condition to an annealed condition. This loss of strength in the non-heat treatable materials is not usually a problem when qualifying welding procedures as this reduced value is the value used as the minimum strength requirement by the welding code.
The problem of reducing the HAZ strength to below what is acceptable by the welding code is common when qualifying a WPS that is using a heat treatable base metal. A base material such as 6061-T6 that is in a solution heat-treated and artificially aged condition can have its strength seriously reduced during arc welding. If we overheat the HAZ of this type of material during welding, we can quite easily reduce the strength in this area to a value below that of the minimum tensile strength requirement specified by the code. Some of the areas that need to be considered in order to reduce the potential for overheating and the consequent test failure are as follows:
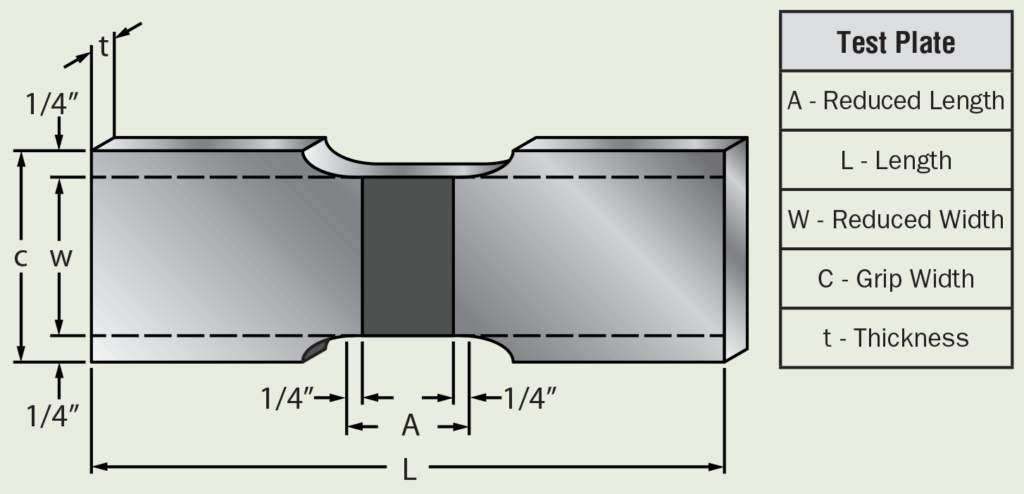
- The code will typically provide minimum dimensions for groove weld test plate size. You must comply with this requirement; in fact, if practical, use a larger test sample than specified. This will provide for superior heat sink capacity and lower the possibility of excessive overheating and prolonged time at temperature within the heat-affected zone.
- Comply with the preheating and interpass temperature requirements of the code, which for this type of material specifies 250 deg F as the maximum preheat and interpass temperature. Try to conduct the certification testing without preheating, or at lower preheating temperatures (150 deg F), and allow the base material to cool to well below the maximum interpass temperature before welding is resumed.
- A major contributor to the overall heat input of a weld is the travel speed during the welding process. For this reason, it is preferable to select a welding sequence and technique which makes use of faster stringer beads, do not use slower weaving techniques.