

Home > Resources > Technical Guides > Aluminum Welding Guide > TPreferred Mode Of Metal Transfer To Be Used When MIG Welding Aluminum
Aluminum Welding Guide
View technical guides for guidance on welding various metals and selecting the right Hobart Brothers filler metal solution for your application.
Aluminum Welding Guide
Welding Procedures – Preferred Mode Of Metal Transfer To Be Used When MIG Welding Aluminum
What is Metal Transfer?
Metal Transfer – The manner in which molten metal travels from the end of a consumable electrode across the welding arc to the workpiece. In MIG welding, the type of metal transfer employed is usually determined by the thickness of the material being welded and the size of the welding electrode being used and is directly influenced by current setting and shielding gas type employed during welding. The three principle modes of metal transfer are:
- Short Circuit Transfer – Metal transfer in which molten metal from a consumable electrode is deposited during repeated short circuits. This metal transfer which is sometimes known as short arc or dip transfer has been perfected for and is most widely used in the welding of thin gauge steels. Short circuit transfer produces a very low heat input and for this reason has the potential for producing incomplete fusion if used for aluminum. Short circuit transfer is not recommended for MIG welding of aluminum and has in the past been identified as such in technical publications and welding specifications.
- Globular Transfer – The transfer of molten metal in large drops from a consumable electrode across the arc. This transfer mode is not considered suitable for welding aluminum and is most predominantly used when welding carbon steel with C02 shielding gas.
- Spray Transfer – Metal transfer in which molten metal from a consumable electrode is propelled accurately across the arc in small droplets. When using argon, or an argon rich shielding gas with the MIG process the spray transfer mode can be achieved once the current increases above the globular-to-spray transition current. When we increase current to beyond the globular-to-spray transition current the metal transfer moves into spray transfer (The table below shows globular-to-spray transition currents for a selection of aluminum electrode diameters for welding aluminum). The spray transfer is a result of a pinch effect on the molten tip of the consumable welding wire. The pinch effect physically limits the size of the molten ball that can be formed on the end of the welding wire, and therefore only small droplets of metal are transferred rapidly through the welding arc from the wire to the workpiece. This transfer mode is characterized by its high heat input, very stable arc, smooth weld bead and very little if any spatter. Because spray transfer has a very high heat input which can overcome aluminum’s high thermal conductivity, the spray transfer mode is recognized as the preferred mode of metal transfer for welding aluminum with the MIG process.
Spray Transfer Transition Currents
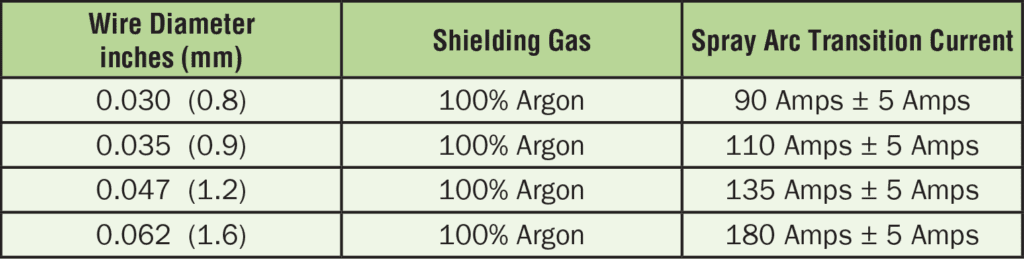
This table shows MIG globular-to-spray transition currents for a selection of aluminum electrode diameters for welding aluminum with pure argon shielding gas.