

Home > Resources > Technical Guides > Aluminum Welding Guide > Tips For Reducing Weld Joint Porosity
Aluminum Welding Guide
View technical guides for guidance on welding various metals and selecting the right Hobart Brothers filler metal solution for your application.
Aluminum Welding Guide
Problem Solving – Tips For Reducing Weld Joint Porosity
Some Methods that can be used to Help Meet Low Porosity Standards.
When experiencing porosity problems the first course of action is to identify the source of hydrogen that is responsible for producing the porosity.
- Purchase Hobart MAXAL Mig and MAXAL Tig brand electrodes and rods that have been diamond shaved to eliminate harmful oxides, manufactured with procedures to provide low residual hydrogen containing compounds and then have been weld tested to the stringent AWS A5.10 standard.
- Purchase low dew point shielding gases (Argon or Argon/Helium mixtures). Helium mixtures reduce porosity.
- Clean base metals by solvent cleaning or etching and then stainless steel wire brushing prior to assembling the weld joint. A number of commercial cleaners are available but not all are suitable for this cleaning operation. The solvent must completely evaporate before welding.
- Use shielding gas flow rates and purge cycles recommended for the welding procedure and position being used.
- Monitor torch angle to ensure air is not being aspirated into the protective inert gas shield. The standard forehand angle is 10° to 15° from perpendicular.
- Increase gas cup size and gas flow rate, if required.
- Ensure that the base metal and electrode are not wet with condensation. Bring the metal in from a cooler plant location (outside for example) and allow it to sit in the welding area for 24 hours before welding. Put spacers between the base metal members (plates for example) to allow air to circulate. Allow the welding material to reach room temperature prior to welding. Do not attempt to dry metal with an oxyfuel torch since it will only add moisture to the metal surface and further hydrate the surface oxide already present.
- Store unpackaged electrode and rods in a heated cabinet or room to prevent them from cycling through dew points, creating hydrated oxide on their surface. See page 25 (calculation of dew point chart).
- Do not weld in drafty conditions.
- Avoid excessive spatter buildup inside gas nozzle.
- Use the correct contact tip to work distance.
- Avoid exhaust contamination from compressed air tools.
- Do not use anti-spatter compounds.
- Check for water leaks in water-cooled welding systems.
- Check for cooling system shut off capability between duty cycles.
- Check for inadequately pure shielding gas (as supplied). Argon should be 99.997% pure (-76°F or lower) dew point. Helium should be 99.995% pure (-71°F or lower) dew point.
- Check for imperfections within the gas delivery line such as leaks.
- Prevent hydrated aluminum oxide.
- Avoid cutting fluids and saw blade lubricants.
- Avoid grinding disc debris.
Calculation of Dew Point
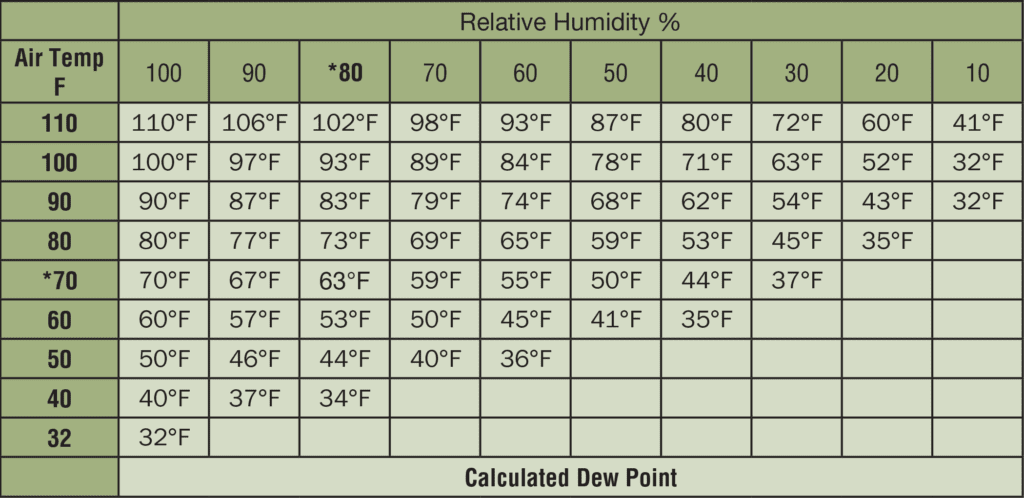
How to read the chart:
Read the Air Temp in the left hand column and humidity along the top of the chart.
*For example: If the air temperature in the welding area is 70F and the humidity is 80%, the intersection of the two shows the dew point in the area to be 63F. If the metal brought into the welding area is below 63F, moisture will condense on the metal causing welding quality problems.
One of the most common mistakes that aluminum welding fabricators make is best described with the following example.
Take a large aluminum fabricator located in a warm climate near the ocean. At night, the building where welding of components is conducted cools down considerably. During the night there is a light rain and the next morning the relative humidity of the air outside is high (80%). In the morning the welders come to work and the doors are closed. The temperature in the manufacturing area has slowly cooled down to 60 degrees F. All of the aluminum in the factory including the welding wire is also 60 degrees F. Then, someone decides to get some warmer fresh air in the factory and throws the large overhead doors open. In comes the very warm air from outside and now you have 80 degree F air with 80% relative humidity hitting metal that is 20 degrees colder. If you look at the chart above you can see that for an air temperature of 80 degrees F and a relative humidity of 80 % , the metal can only be a maximum of 7 degrees F colder than the ambient air or you will cross the dew point and visible moisture will condense out of the air onto the metal. Once this has happened you have to stop welding until the metal is dried. Remember that moisture hydrates the aluminum oxide present on all aluminum and may cause irreparable damage.