Home > Resources > Technical Guides > Aluminum Welding Guide > The Guided Bend Test
Aluminum Welding Guide
View technical guides for guidance on welding various metals and selecting the right Hobart Brothers filler metal solution for your application.
Aluminum Welding Guide
Problem Solving – The Guided Bend Test
Passing the guided bend test during welding procedure and welder performance qualification can depend on how the test is performed just as much as the quality of the weld. If a guided bend test is not conducted correctly for aluminum, the test can fail no matter how good the weld is. Problems associated with not passing the guided bend test are most often the result of not following the test method instructions of the welding code correctly. The areas that are most often responsible for this problem are as follows:
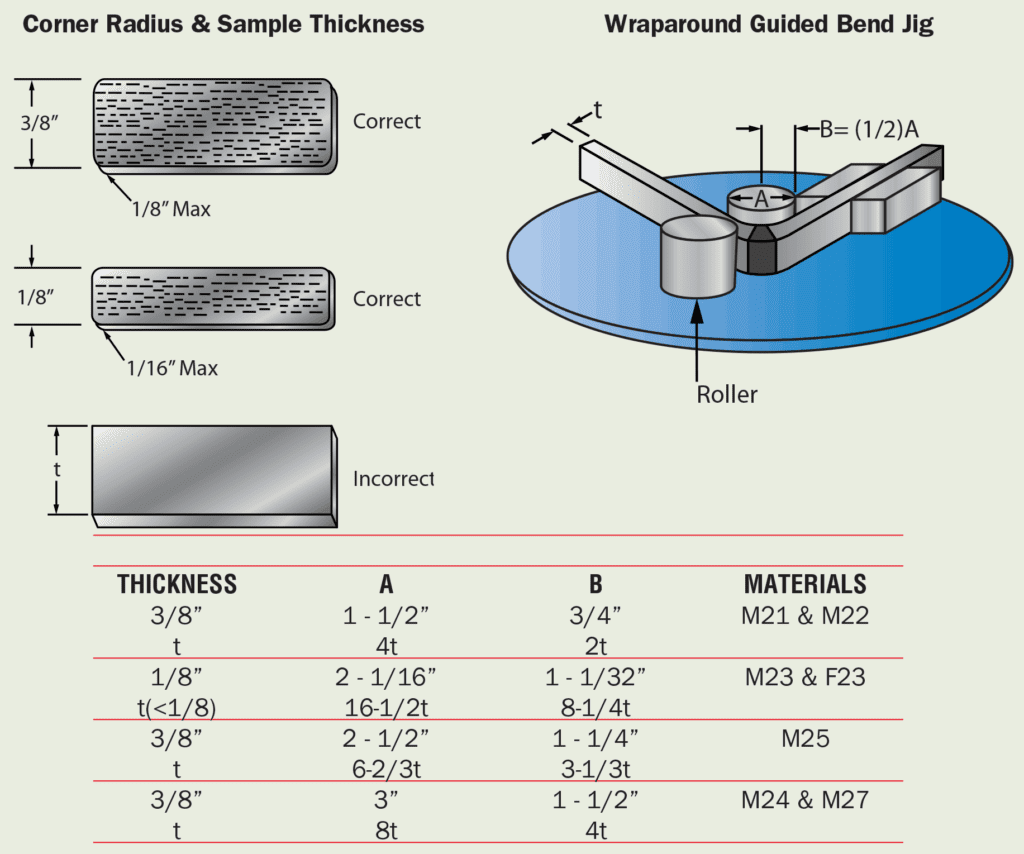
- Using the plunger type rather than the wraparound guided bend jig – The AWS D1.2 code is very clear in stating that the wraparound bend jig is the preferred method of bend testing aluminum weldments and even provides an explanation in the commentary as to why. The plunger-type test jig may prove suitable for some of the low strength base materials. However, it is MAXAL’s opinion that the wraparound bend jig should be used for all aluminum alloys.
- Incorrect Preparation of the Bend Test Samples – This may be as simple as not applying the required radius to the edges of the test specimen or producing specimens of an incorrect size. However, it is most often associated with not applying the alloy specific special bending conditions contained within the code. This paragraph is entitled – Special Bending Conditions – M23, M24, M27 Base Metal, and F23 Filler Metal. If the instructions contained within the special bending requirements paragraph of the AWS D1.2 Code are not followed you may experience major problems during bend testing. Because of very different as-welded mechanical properties within the different groups of materials (aluminum alloys), different alloy groups must be tested in very different ways. Some of the variations that are alloy-group specific are: reducing the specimen thickness to 1/8 inch prior to bending, subjecting the specimen to heat-treatment after welding in order to anneal the specimen prior to testing, the use of alloy- specific and temper condition bend diameters, and even a restriction associated with the maximum amount of time permitted to elapse prior to testing is applied to one particular alloy group. Unfortunately, not following these special requirements correctly and consequently not applying the correct requirements to the specific alloy being tested appears to be one of the primary causes for failing guided bend tests conducted on samples that appear to be of sound integrity.