


Choosing the right stick electrode for the job
This article was originally posted on The Welder.
While many fabricators turn to wire welding processes because of their speed and productivity, shops still require shielded metal arc welding electrodes (informally called stick electrodes) for specific fabricating applications.
These filler metals offer the advantage of portability because they don’t require an external shielding gas; the flux on the electrode produces its own shielding gas to protect the weld pool when the arc is initiated. They also are readily available. Additionally, the SMAW process is one that many welding operators are familiar with.
Scoop on Stick Electrodes
SMAW electrodes are available in a range of package sizes, as small as five and 10 lbs. and as large as 50 lbs. The most common diameters of SMAW electrodes are 3/32 in., 1/8 in., and 5/32 in., but there are some available in diameters of 3/16 in. and 1/4 in. for flat and horizontal welding that provide high deposition rates.
Some of the most often used SMAW electrodes are mild steel. To select the correct one for a specific base material, consider the American Welding Society classification, as this represents the electrode’s specific properties.
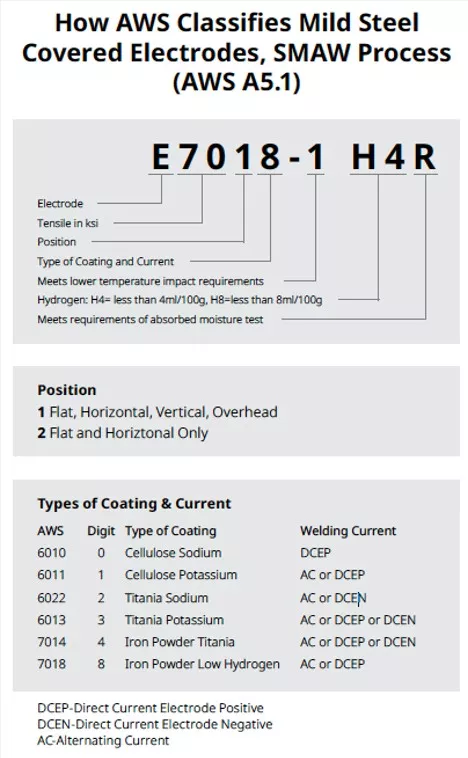
In the example of an E7018-1 H4R mild steel SMAW electrode, the following is how to decipher the letters and numbers:
- E indicates that this is an electrode.
- The first two digits represent the electrode’s minimum tensile strength, measured in kilopounds per square inch. This electrode will produce a weld with a minimum tensile strength of 70 KSI.
- The third digit indicates the welding positions the electrode can be used in with 1 meaning suitability for all positions (including vertical and overhead) and 2 meaning flat and horizontal only.
- The fourth digit is the coating type and usable welding current/polarity.
- The -1 indicates that the electrode meets enhanced low temperature impact toughness requirements.
- H4 means the electrode produces less than 4 ml of hydrogen per 100g of weldment.
- R verifies that the stick electrode meets the requirements of an absorbed moisture test. This test measures the amount of moisture the flux on the electrode picks up from the atmosphere at a temperature of 80 to 85 degrees F and humidity of 80% to 85% for a minimum of nine hours.
Matching the appropriate AWS classification of SMAW electrode with the properties of the base material helps ensure quality welds.
Common Mild Steel Stick Electrodes
Different SMAW electrodes have different uses and characteristics in terms of their arc, slag, and ease of use, along with their required welding current/polarity.
An AWS E6010 SMAW electrode, for example, operates on direct current electrode positive and is known for a digging arc that provides deep penetration into the weld joint. Because the arc is tight, it can be difficult for less skilled welding operators to use. This SMAW electrode generates a light, thin slag and can be used in all positions. It works well for open root welds on pipe, construction, and shipbuilding applications, as well as general fabrication and maintenance welding. Because of its digging arc, an AWS E6010 electrode also can weld over dirty and painted base material. It is used on mild steel and structural steel.
An AWS E6011 SMAW electrode offers similar characteristics as an AWS E6010 product, but it can operate on AC as well.
Another common mild steel SMAW electrode is an AWS E6013, which can operate on AC, DCEP, or direct current electrode negative in all positions. It has a softer arc with less penetration than an AWS E6010 or E6011, produces an easy-to-remove slag, and generates light spatter for quick post-weld cleanup. An AWS E6013 works well on thinner materials, such as sheet metal, in light general fabrication applications and for welding certain machine parts. This SMAW electrode is not recommended in many critical applications such as structural fabrication, as it does not have Charpy V-notch impact capability and required values. These are values derived from rigorous testing to ensure the filler metal produces welds that can withstand rapid loading, low temperatures, and other stressors while still maintaining its toughness. AWS E6013 is, however, commonly used in agriculture applications and some heavy equipment repair.
Matching the appropriate AWS classification of SMAW electrode with the properties of the base material helps ensure quality welds.
One of the most common mild steel SMAW electrodes is an AWS E7018, which is considered a low-hydrogen product and used for base metals having higher tensile strength. It also is used for more critical applications, including structural steel or field erections; ship and barge building; rail car and heavy equipment fabrication; and power, petrochemical, and boiler plant applications. These electrodes are considered easy to use because of their quick starts, stable arcs, and good wetting action. They provide medium joint penetration, generate minimal spatter, and can be used on AC or DCEP for welding carbon steel and low-alloy steels.
An AWS E7014 SMAW electrode is another option among mild steel products and works well for welding frames, heavy sheet metal, and machine bases. It operates on AC, DCEP, or DCEN and offers a smooth, stable arc that is easy for the welding operator to control. With the addition of iron powder to the coating, this electrode increases deposition rates and provides fast travel speeds. It is an all-position SMAW electrode capable of welding in flat, horizontal, vertical, and overhead applications. Like an AWS E6013 product, an AWS E7014 SMAW electrode does not have Charpy V-Notch impact values, so it is not usable for structural fabrication and other such critical applications.
An AWS E7024 SMAW electrode works well for heavy fabrication, shipbuilding, railcars, and mobile trailers. Some E7024 electrodes have a supplemental “-1” which indicates impact requirements of 20 ft.-lbf. at 0 degrees F. This SMAW electrode has a smooth, spray-like transfer, and the 2 in E7024 indicates that this electrode is designed to be used in the flat and horizontal positions only. It has a slag that detaches easily for quick cleanup and contains higher levels of iron powder for increased deposition rates. This electrode operates on AC, DCEN, or DCEP.
For all SMAW electrodes, it is important to follow the filler metal manufacturer’s recommendations for storing and reconditioning after they have been exposed to the atmosphere. Some electrodes such as an AWS E6010 can be stored at room temperature, and reconditioning—baking moisture out of the electrode after exposure—is not recommended. However, a low-hydrogen SMAW electrode such as an AWS E7018 requires storage in an oven at the manufacturer’s specified temperature to ensure a low-hydrogen weld as well as reconditioning after extended atmospheric exposure. The required storage and reconditioning of SMAW electrodes are often provided in fabrication codes such as AWS D1.1 and AWS D1.5.