


Welding Transfer Modes: Tips for Achieving the Best Results
Transfer modes for MIG welding play an important role in the level of quality and productivity for a welding operation. The modes are influenced by the power source, welding parameters (amperage and voltage) and shielding gas. They also have an impact on the weldability of the welding wire — or in other terms, its ease of use, arc performance, bead appearance and more.
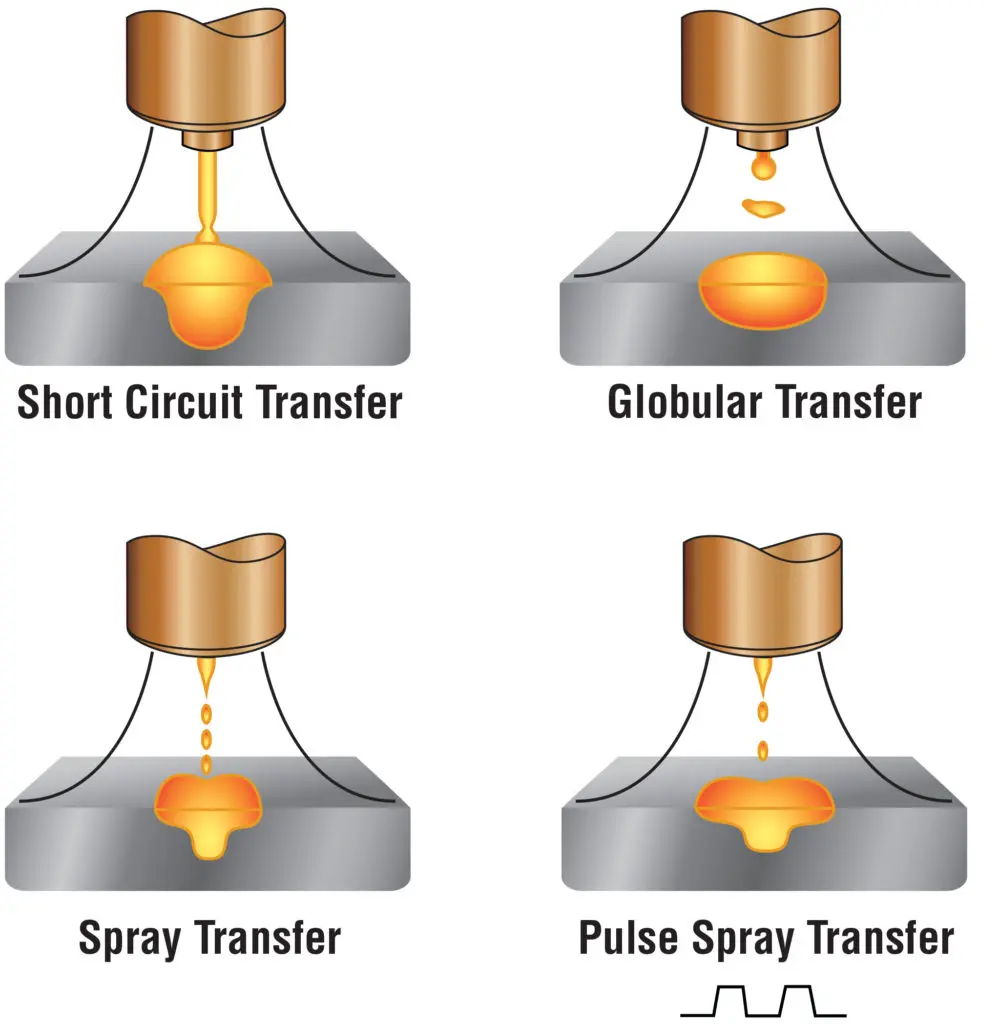
There are four main transfer modes for MIG welding each of which has its own characteristics, limitations and best applications. Each also affects the welding wire selection and the power source being used. Short circuit, globular and spray transfer all rely on a constant voltage (CV) power source, whereas achieving a pulsed spray transfer mode requires a more advanced power source with specific pulsed waveforms.
Short Circuit Transfer
During the short-circuit transfer mode of welding, the welding wire touches the base material. This effectively creates a short from the electrical contact that transfers the weld metal to the joint. The short-circuiting occurs between 90 and 200 times per second.
This transfer mode operates at lower parameters — wire feed speed and voltages — and also generates lower deposition rates, making it a slower process than others. However, it is a versatile option for welding in all positions and on thinner materials (usually 1/8 inch or less). This is especially true when using solid wire. Metal-cored wire can be used in this mode, too. For both wires, the mode can be used with a shielding gas mixture of roughly 75% argon and 25% CO2.
Short-circuit transfer mode can also be used to weld thicker materials. However, because of its lower welding parameters, it can be prone to a lack of fusion and penetration. Conversely, the lower heat input can help reduce distortion. This mode is prone to creating spatter depending on the material thickness, which may make it less appealing to welding operators and can increase post-weld cleanup.
In terms of technique, short circuiting is relatively easy for welding operators to manage. However, it may involve some manipulation when welding vertical up. It typically requires a tighter, more consistent contact-tip-to-work distance (CTWD) due to the lower, colder settings it operates on.
Globular Transfer
The globular transfer mode operates in a state between short-circuiting and spray transfer. During welding, large droplets or globs of the welding wire — typically irregular in shape and larger than the wire diameter — transfer across the arc into the weld pool. This transfer occurs at higher wire feed speeds and voltages than short circuit transfer. This helps increase productivity, but the mode tends to generate spatter. That will need to be removed and may be cumbersome to the welding operator.
Because the globular transfer mode operates at higher welding parameters that increase heat input, welding operators can extend their CTWD to between 3/4 and 1 inch.
The globular transfer mode pairs with gas-shielded flux-cored welding (FCAW) wires using 100% CO2, making it a relatively inexpensive process,and it can be used to weld 1/8-inch base materials or thicker. FCAW wires produce slag that welding operators must manually remove.
Spray Transfer
Welding operators often cite the appeal of the spray transfer mode as being quite high, since it’s an easy, smooth process to use; it provides a stable arc and welds faster than other transfer modes. As its name implies, the spray mode generates a spray of tiny droplets (smaller than the wire diameter) across the arc to the weld pool. This increases deposition rates, provides good fusion and penetration, and creates little spatter. The transfer mode also generates a good weld bead appearance.
The spray transfer mode operates at fairly high amperages and voltages, so it is capable of higher levels of productivity. Pairing the process with a metal-cored wire for flat and horizontal welding can increase that productivity further due to the ability to achieve fast travel speeds and minimize spatter. That eliminates or greatly reduces the need for post-weld cleaning.
Generally, the spray transfer mode is for materials 1/8 inch and thicker and is suited to carbon steel and aluminum. It can operate at relatively high voltages with 80% argon and 20% CO2 without too much risk of undercut. However, this defect can occur if the arc becomes too long.

Pulsed-Spray Transfer
When welding in the pulsed-spray transfer mode, welding operators will notice a distinct sound difference compared to other modes. This is the result of the power source cycling between a high peak current or voltage and a low background current. The peak current pinches off a small droplet of wire and propels it toward the weld pool, while the low background current doesn’t generate weld metal transfer. This cycle occurs between 30 and 400 times per second.
While it requires a higher skill set to weld aluminum in the pulsed-spray mode, it is easier on other materials. The welding operator can gain good control over arc starts and stops —and ultimately over weld bead appearance. Lower heat input also reduces the opportunity for distortion.
The mode also offers faster travel speeds and lower spatter levels than other modes, both of which support productivity initiatives. Pairing this process with metal-cored wire allows for welding out of position and gaining the benefits of this filler metal — high deposition rates, low spatter and good gap bridging to name a few. It can also be successfully paired with solid wires. The shielding gas mixtures for both may vary by the specific wire but include 80% argon mixes or greater.
Pulsed-spray transfer typically requires a CTWD of 3/4 inch for the best performance and consistent results.
Putting It To Work
Knowing which filler metals should be used with each weld transfer mode, and the advantages and limitations of each process, can help welding operators gain consistent weld quality. While certain modes may be slower than others, each has its place in a given welding operation. It’s important to remember to use the different modes with the proper parameters. This allows you to align them with the right application to gain the best results.
Republished from Welding Journal (August 2021) with permission from the American Welding Society (AWS). Click here to view the original article.