














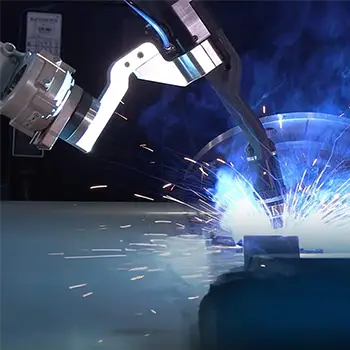
High Potential – A new automated MIG welding system offers high deposition rates and high weld quality
Originally published in Welding Productivity https://fsmdirect.com/high-potential/ Like most manufacturers in high-production environments, those in the heavy fabrication industry — the...










