


Making the Change from 7018 Stick Electrodes to T-8 Wires
Whether it’s by purchasing the latest technology, reallocating labor or implementing new “lean” practices, most companies strive to improve their productivity on a regular basis. And why not? Greater productivity provides a competitive edge and increases the bottom line. Interestingly, a welding process change might be able to help achieve these goals, too. Structural steel, bridge, barge and other such similar applications that use 7018 stick electrodes can

self-shielded flux-cored wire can improve
productivity and provide you with a competitive
edge.
often achieve the same weld quality at a significantly faster rate with a relatively simple solution: converting to a T-8 self-shielded flux-cored welding wire. It just takes some basic knowledge and a bit of training, and you could find that your welding operation may be just the right candidate for such a conversion.
Making the Change
Although known and preferred by many welding operators, stick welding is a notoriously slow process due to the frequent stick electrode changeovers it requires. As a general rule, welding operators can weld 10 to 12 inches with a stick electrode before needing to replace it. Conversely, that same welding operator can weld continuously when using a wire welding processes, such as FCAW (flux-cored arc welding).
Specifically, for structural steel and other construction applications, T-8 self-shielded flux-cored wires (AWS E71T-8JD H8, for example) can offer equivalent tensile and yield properties as 7018 stick electrodes (AWS E7018), but have the advantage of welding much faster.
As you likely know, however, converting from one welding process to another isn’t just a matter of simply swapping out filler metals or a machine, especially for critical construction applications. When changing from a 7018 stick electrode to a T-8 wire, you may have to re-qualify the procedures for the application—a requirement that takes some time and effort, but can be worthwhile given the long-term cost savings and productivity increases.
To qualify a T-8 wire for a 7018 procedure, the wire must pass plate welding tests and meet all the mechanical requirements necessary for the application. In some cases, a procedure may qualify both a 7018 stick electrode and a T-8 wire, which is important because a welding operator may not be able to reach into tight or complex joints to weld with a T-8 wire and a flux-cored gun. With both products qualified, the welding operator can instead use the stick welding process for those tighter sections, without sacrificing the productivity advantages on the sections able to be welded with the FCAW process.
Some T-8 wires are starting to feature the new D-designator. The D-designator indicates that the wire can be used for demand-critical welds in special seismic applications. To meet this designation, the wire must have adequate strength and toughness at low and high heat inputs, which are 30- and 80- kJ/in., per AWS D1.8—Structural Welding Code—Seismic Supplement under specification AWS A5.20:2005. Check with your filler metal manufacturer to see if they offer products with the D-designator.
Most T-8 wires also feature low diffusible hydrogen content, typically 8 ml or less per 100 g of deposited weld metal. If you choose to convert to a T-8 wire from a 7018 stick electrode, you must determine whether the hydrogen level is acceptable for the application, as most 7018 stick electrodes have slightly lower levels (4 ml per 100 g).
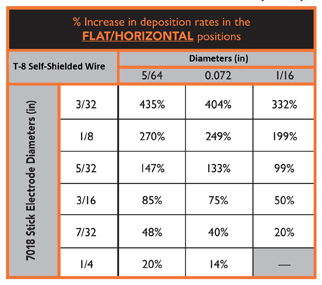
increases provided by T-8 wires comparedto 7018 stick
electrodes when welding in the flat or horizontal positions.
When converting to a T-8, the power source requirements must also be factored into the new procedure. Whereas 7018 stick electrodes operate on a constant current (CC) machine, T-8 wires require a constant voltage (CV) power source. The polarity on the power source also needs to change from direct current electrode positive (DCEP) to direct current electrode negative (DCEN) in order to weld with a T-8 wire. In many cases, you may already have a multi-process machine capable of these settings. If not, it will be necessary to purchase a CV-capable power source. You will also need a self-shielded flux-cored welding gun and a wire feeder. For field applications, a suitcase-type feeder is recommended for its portability.
Finally, you need to determine the diameter of T-8 wire for the application, as it will be different from the diameter of 7018 stick electrode previously used. Not surprisingly, the diameter of T-8 wire, as well as the position in which the welding operator plans to weld—flat and horizontal or vertical-up/overhead—affects the increase in productivity that is possible.
After the Change
Once you complete the conversion from a 7018 stick electrode to a T-8 wire, the most important next step is proper training. T-8 wires have distinct characteristics and operating requirements, including specific voltage and stick-out (electrode extension) settings. These wires also require the use of certain gun angles and travel speeds to achieve the best weld quality.
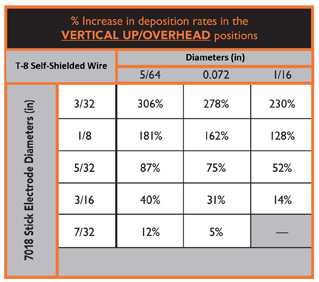
In vertical-up welding applications, T-8 wires can still
provide good productivity improvements over stick
electrodes.
First, knowing how to manage voltage fluctuations, which are common on many job sites, is very important when using T-8 wires. The length and condition of the welding leads can cause voltage drops between the power source and the work piece. That is particularly true if you use long welding leads. If you must use long weld leads, consider using a multi-meter or a wire feeder with digital voltage meters to help maintain the proper voltage range. Also, be certain that the weld cables are in good condition and that the connection between the welding gun and the power source is secure.
T-8 wires typically operate within a range of 18 to 24 volts (and 200 or more amps) regardless of the wire diameter. Note, however, the allowable voltage ranges may vary according to a given filler metal manufacturer’s formula. For that reason, it is critical to stay within the recommended parameters for a given T-8 wire in order to avoid defects that could lead to timely and costly rework. For example, excessive voltage very often can cause discontinuities such as porosity or worm-tracking. Conversely, using too low of voltage can cause the wire to wet out poorly and potentially cause problems like lack of fusion or undercut.
Next, setting the proper stick-out or electrode extension is also an important part of training to use a T-8 wire. Most T-8 wires require a stick out in the range of ¾- to 1¼-inch, depending on the wire diameter used, with 1 inch being the most common stick-out. Remember, maintaining the proper stick-out for the given diameter is essential, as improper stick-out can lead to porosity, worm tracking, cold roll, incomplete slag coverage and other issues that can affect weld quality.
Using the proper gun angle and travel speeds is key when training to use T-8 wires. These two factors help prevent slag inclusions that can lead to weld failure and rework. Again, each manufacturer’s T-8 wire has specific angle requirements, but as a rule you should maintain a gun angle of 10- to 45-degrees and use a drag technique. That is particularly true for flat and horizontal welding position. For vertical-up welding, some T-8 welding wires require the drag technique (for example, dragging the gun up the weld), while others require a push technique. Always establish which technique is recommended by the manufacturer for the particular T-8 wire prior to welding. Finally, determine whether you have achieved the proper travel speed by looking at the slag line behind the weld puddle, as it will be neat and uniform.
Reaping the Benefits
With the proper training and careful attention to details, T-8 wires could help you improve the productivity of your welding operation considerably compared to using 7018 stick electrodes. The conversions may involve power source changes and additional welding operator training; however, those investments can easily pay for themselves through the increases in productivity achieved. Not to mention, such productivity increases might just provide you with the competitive edge you’ve been seeking.